Фрезерный обрабатывающий центр
Синонимы: многоцелевой станок, многооперационный станок, обрабатывающий центр,
сверлильно-фрезерно-расточной станок с ЧПУ и АСИ, фрезерный горизонтальный обрабатывающий центр, станок горизонтально-фрезерный с ЧПУ и АСИ, Machining Center, Horizontal boring and milling center for cubical workpieces, Special purpose machining center, High speed machining center (HSC).
Многоцелевой (многооперационный) станок — это станок для комплексной обработки заготовок с числовым программным управлением и автоматической сменой инструментов.
Многим специалистам нравится название — обрабатывающий центр (ОЦ). Аналогичные термины используют за рубежом.
Кроме многоцелевых, существуют и другие станки с ЧПУ с автоматической сменой режущих инструментов, которые не называют многооперационными. В чем же различие между ними.
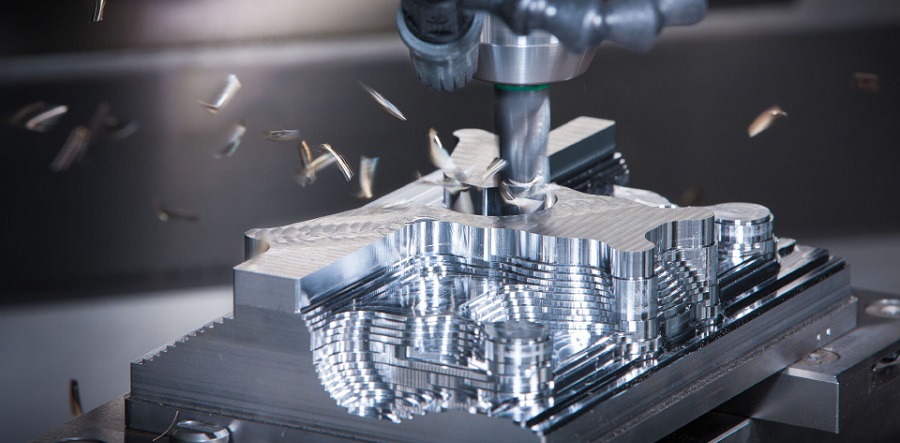
Многооперационные станки отличаются особо высокой концентрацией обработки. На них производят черновую, получистовую и чистовую обработку сложных корпусных заготовок, содержащих десятки обрабатываемых поверхностей, выполняют самые разнообразные технологические переходы: фрезерование плоскостей, уступов, канавок, окон, колодцев; сверление, зенкерование, развертывание, растачивание гладких и ступенчатых отверстий; растачивание отверстий инструментами с тонким регулированием на размер; обработку наружных и внутренних поверхностей и др. Для осуществления этих операций на станке необходимо иметь большой запас металлорежущих инструментов. У станков с ЧПУ и автоматической сменой инструментов запас инструментов создается обычно в револьверных головках. Среди них фрезерные и сверлильные станки, предназначенные для изготовления главным образом таких корпусных и плоскостных деталей, для обработки которых достаточно иметь 5—10 различных инструментов. Многооперационные станки имеют инструментальные магазины с запасом в 15-30, а при необходимости в 50—100 и более инструментов.
Еще одна важная особенность большинства многооперационных станков — наличие поворотного стола или делительного приспособления с периодическим или непрерывным (по программе) делением. Это обязательное условие для обработки заготовки с нескольких сторон без переустановки. МС новых конструкций оснащают дополнительными столами и устройствами для автоматической смены заготовок. Заготовки предварительно закрепляют на столе-спутнике, и вместе с ним они попадают с дополнительного стола на основной. Установку заготовки в спутник и снятие обработанной детали производят во время работы станка. Таким образом, вспомогательное время, затрачиваемое на загрузку — разгрузку станка, сводится к минимуму.
Многооперационные станки имеют чаще всего контурную или универсальную систему управления, позволяющую обрабатывать разнообразные криволинейные поверхности, фрезеровать отверстия и т.д. МС отличаются широким диапазоном бесступенчатого регулирования частоты вращения шпинделя (заготовки) и подач, высокими (8—12 м/мин) скоростями быстрых (вспомогательных) ходов, особо высокой жесткостью и надежностью.
В связи с высокой стоимостью многооперационных станков их используют для обработки наиболее технологически сложных заготовок. В этих случаях один многоцелевой станок может заменить три — пять станков с ЧПУ или пять — десять универсальных станков.